 0313-5669494
0313-5669494
 18603137280
0313-5669494
18603137280
18603137280
0313-5669494
18603137280
标准决定水准 人品决定产品






0313-5669494
质量是企业的生命 认真是我们的责任
诚信立足 创新致远

持诚信互利共荣 以厚德载物




诚信做人
完美做事 追求卓越

精湛研发制造


专属定制


专业设计


系统化服务体系


(1)刮板在**个溜槽处卡大块矸石,造成火博sports·(中国)有限公司官网某一侧链条突然缩短。 (2)大块矸石顺着链条被带到机头链轮,造成机头链轮某侧卡大块。需检查机头清扫挡皮。 (3)机尾刮板和底板之间卡大块。 (4)火博sports·(中国)有限公司官网两侧链条松紧程度不一致。 (5)两侧链条长短不一致。短的一侧属于重负荷受力较大,容易引起断裂。
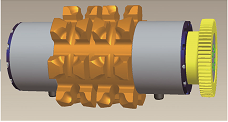
详细介绍>>由于煤矿井下工作面环境恶劣,其链轮轴组浮动密封会出现失效导致漏油,严重导致链轮轴组轴承损坏。 浮动油封可以适应多煤粉、泥沙、水气等恶劣的工作环境,其结构紧凑,具有耐磨、端面磨损后能自动补偿、结构简单等优点,因此在煤矿机械中广泛应用。 火博sports·(中国)有限公司官网链轮轴组中浮动油封由一组橡胶圈和一组金属浮封环组成,
中,80%以上对垃圾分类采取有害垃圾、可回收物、厨余垃圾、其他垃圾“四分法”,各地执行的基本上都是**制定的这四大分类标准。为便于市民理解,有些地区采取了不同的称呼和标志。比如,上海提出干垃圾和湿垃圾之分,而北京则是餐厨垃圾和其他垃圾。 生活垃圾分类可以更大程度的实现垃圾资源利用,减少垃圾处置量,
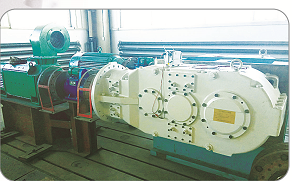
减速机大多数人都不是很陌生,减速机在原动机和工作机或执行机构之间起匹配转速和传递转矩的作用,是一种相对精密的机械。然而由于减速机工作环境恶劣,常会发生磨损渗漏等故障,那么如何来避免这些故障呢? 下面推荐减速机维修之四大使用技巧。 1 工作中,当发现油温温升超过80℃或油池温度超过100℃及产生不